对抗知识焦虑,从看懂这条开始
App 下载
大圆柱电池+干电极,拖了9年的重卡终于上路
量产进展|高频充放电|干电极工艺|大圆柱电池|重型电动卡车|新能源|前沿科技
对抗知识焦虑,从看懂这条开始
App 下载量产进展|高频充放电|干电极工艺|大圆柱电池|重型电动卡车|新能源|前沿科技
2026年5月,一款拖了9年的重型电动卡车终于实现量产。早在2017年,它就完成了路演,能爬坡能跑长途,参数亮眼到让行业沸腾——但之后却悄无声息。没人质疑车的设计,所有人都盯着它的电池:要支撑40吨满载跑800公里,当时的电池技术要么太重,要么太贵,要么根本扛不住高频次的大电流充放。这一拖,就等到了大圆柱电池和干电极工艺的成熟。为什么偏偏是这两项技术,能让搁浅的项目起死回生?
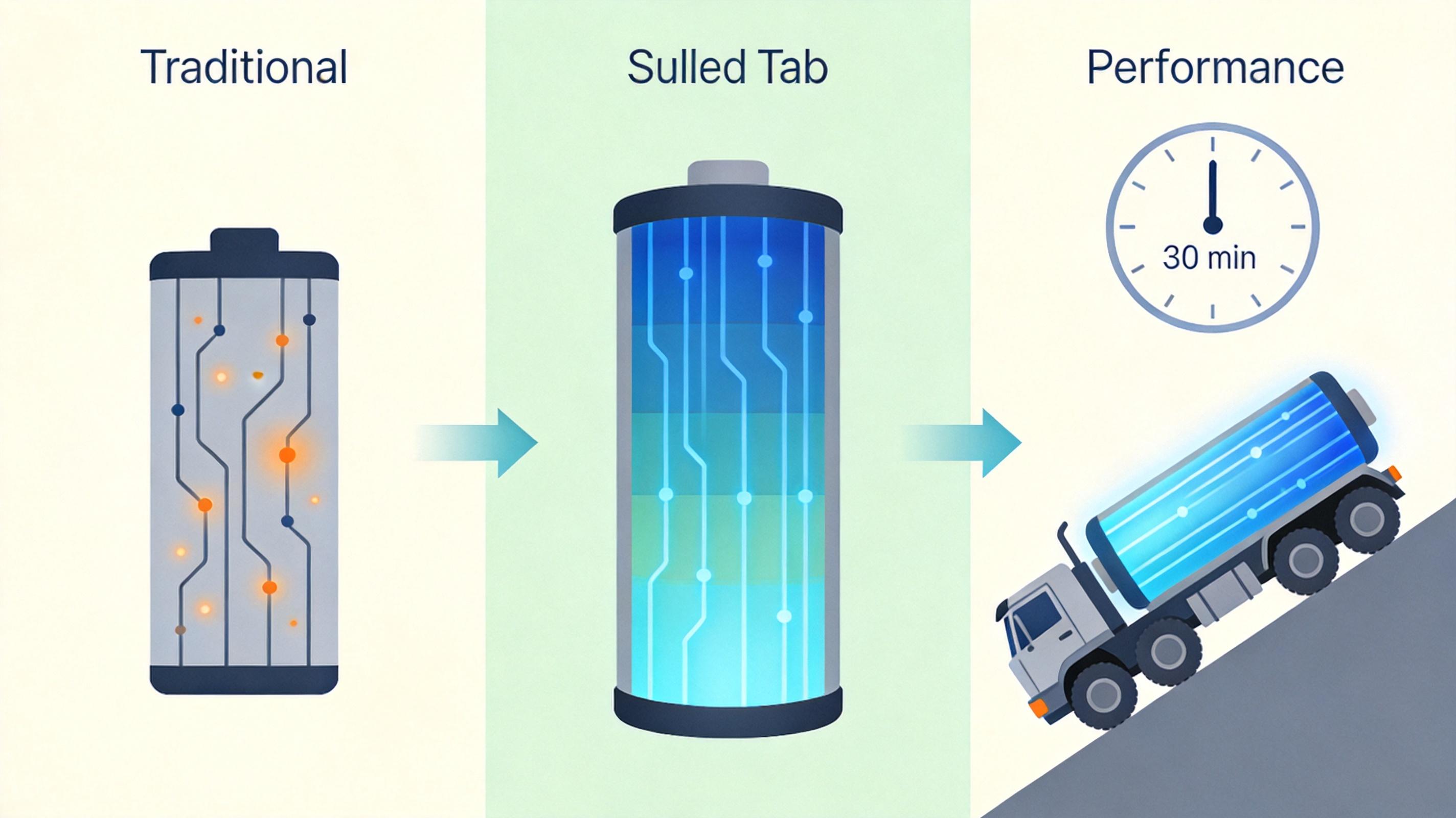
你可以把传统小圆柱电池想象成一堆迷你充电宝——单个容量小,要凑够重卡需要的900度电,得装5万颗,光是金属外壳和焊接成本就占了大头,还会让整车重量飙升。而大圆柱电池相当于把几十个迷你充电宝整合进一个大壳里,比如4680型号的容量是传统2170电池的5.5倍,同样的电量,电芯数量能砍到原来的1/5。
但真实的机制比这更精确:大圆柱电池采用的「全极耳」设计,让电流从电极表面均匀流向集流体,不像传统电池只有几个极耳导电,局部发热和内阻都大幅降低。这直接解决了重卡的核心痛点——满载爬坡时需要瞬间输出800kW功率,大电流下也不会过热,快充时能扛住1.2兆瓦的充电功率,30分钟就能补能60%,刚好卡进驾驶员的强制休息时间。
不过大圆柱电池也不是完美的:目前它的能量密度反而略低于小圆柱电池,快充到低电量区间时速度会明显下降,而且大尺寸带来的机械应力问题,一度让量产时的良品率卡在低位。
如果说大圆柱电池解决了「够不够用」的问题,干电极工艺解决的就是「能不能批量造」的问题。传统湿法工艺要把活性材料溶解在有毒溶剂里,涂在铜箔上再烘干,光是溶剂回收和干燥环节就占了生产能耗的40%,还会造成环境污染。
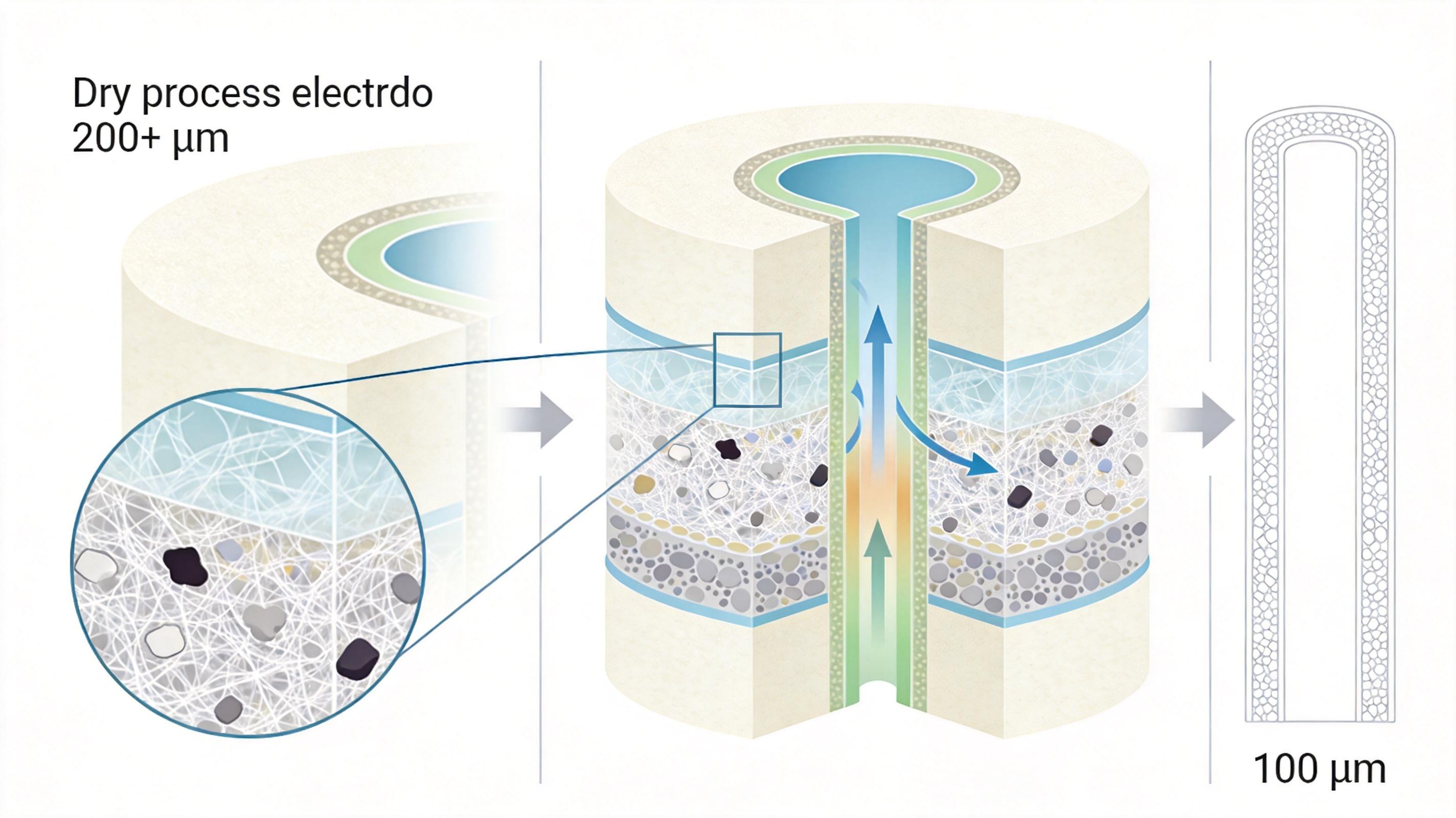
干电极工艺相当于直接把活性材料、导电剂和PTFE粉末混合,通过机械剪切让PTFE变成纤维状,像蜘蛛网一样把材料牢牢粘在一起,再直接压制成电极。这个过程不用溶剂,生产能耗降了75%,工厂占地面积能缩一半,制造成本最多能砍56%。更重要的是,干电极能做200微米以上的厚电极,比湿法工艺的100微米极限翻了倍,电池的能量密度直接上去了。
但干电极的门槛极高:PTFE的纤维化程度要刚好,太轻则电极散架,太重则会堵塞孔隙影响离子传输;粉末混合的均匀性要求到微米级,差一点就会导致电池性能波动。直到2025年六辊多级压延系统实现工业化,才解决了宽幅干电极连续生产的难题。
同样是重型电动卡车,不同市场走出了完全不同的路。亚洲市场偏爱换电模式——中国的「巧克力电池」能3分钟换电,日本东京的试点项目让配送卡车换电不用司机下车,适合城市物流这种对时间敏感的场景。而欧美市场则押注大容量电池+兆瓦级快充,欧盟计划到2028年建330个1兆瓦充电桩,美国的充电网络已经覆盖了主要货运走廊,瞄准长途运输。

这种分化背后是需求差异:亚洲城市密度高,运输路线短,换电能让车辆24小时运转;欧美长途运输多,驾驶员有强制休息时间,刚好能利用间隙快充。但不管选哪条路,大圆柱电池和干电极工艺都是基础——换电需要电池标准化,大圆柱的结构天生适合;快充需要电池扛住大电流,干电极的均匀结构能减少发热。
不过目前两种模式都有短板:换电站的电池折旧成本高,快充的电网改造投入大,谁能先把全生命周期成本降下来,谁就能占得先机。
当这款拖了9年的重卡终于开上公路时,它的意义早已不止于一款车的量产。它标志着电池技术从实验室走向了最苛刻的商用场景——不是在实验室里做循环测试,而是在40吨满载的爬坡路上,在零下20度的冬季运输中,在每天16小时的高频次充放里接受考验。
电池技术的突破从来不是单点跃进,而是材料、工艺、设备的协同进化。大圆柱电池的结构创新,干电极工艺的制造革命,再加上全球市场的路线探索,共同推着重型运输向电动化转型。电池有多强,绿色运输的边界就有多远。未来,当我们看到更多电动重卡跑在公路上时,别忘了这背后是一群工程师花了9年,才啃下的硬骨头。